[৪৬২১]
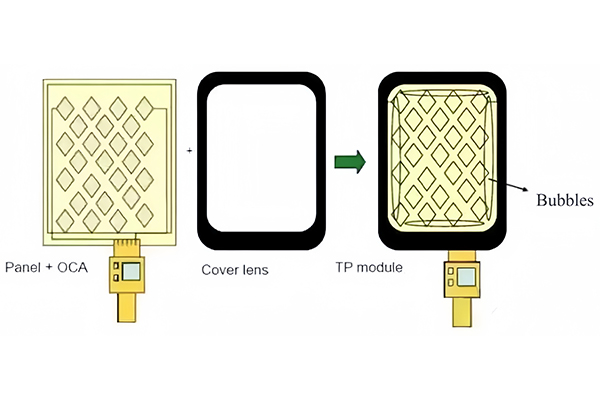
ফিল্ম স্পর্শ প্যানেল জন্য স্তরায়ণ প্রক্রিয়া
প্রাথমিকভাবে লাইন প্রেসিং পদ্ধতি ব্যবহার করে, X-Y প্রান্ত প্রান্তিককরণ নির্ভুলতা 0.2 মিমি এর মধ্যে বজায় থাকে। ফিল্ম বিচ্ছেদ এবং রোলার চাপার পূর্ববর্তী ধাপগুলি ছাড়াও, স্তরিত পণ্যটিকে অবশ্যই একটি ডিবাবলিং ট্রিটমেন্ট (অটো-ক্লেভ) করতে হবে। ল্যামিনেশনের জন্য ব্যবহৃত রোলারগুলি পুরোপুরি বৃত্তাকার নয় এবং OCA (Optically Clear Adhesive) তে স্থানীয় আঠালো ঘাটতি দেখা দিতে পারে। ফলস্বরূপ, মিনিটের বুদবুদ — যেমন বিলম্বিত বুদবুদ এবং RA বুদবুদ — প্রায়শই ল্যামিনেশন প্রক্রিয়ার পরে প্রদর্শিত হয়।
[৯৬৬১]
[৯৪৬১]
[৯৬৬১]
[৪৬২১] অটো-ক্লেভ ৩০ মিনিটের জন্য ৫০ [২১১২] সেন্টিগ্রেড এবং ৫ কেজি/সেমি [৬৯৬২] তাপমাত্রায় সেট করা হয়েছে। এই অবস্থার অধীনে, তাপমাত্রা আঠালোকে নরম করে, এবং প্রয়োগ করা চাপ ল্যামিনেশনের সময় উত্পন্ন বুদবুদগুলি দূর করতে বা ছড়িয়ে দিতে কাজ করে, পাশাপাশি পণ্য স্তরগুলির মধ্যে শক্ত বন্ধনকেও প্রচার করে। বুদবুদগুলির উপস্থিতি প্যানেল প্রস্তুতকারকদের মধ্যে একটি প্রধান প্রতিযোগিতামূলক ফ্যাক্টরকে প্রতিনিধিত্ব করে এবং লেমিনেশন সরবরাহকারীদের জন্য শীর্ষ তিনটি ত্রুটি বিভাগের মধ্যে স্থান করে নেয়। OCA এর সান্দ্রতা (বা কোমলতা) বৃদ্ধি কিছু পরিমাণে, ল্যামিনেশনের সময় উত্পন্ন বুদবুদ কমাতে পারে। যাইহোক, এটি ক্রস বিভাগীয় প্রান্তে আঠালো ওভারফ্লো, অসম আঠালো বিতরণ এবং ভাঁজ ক্ষতির ঝুঁকি বাড়ায়।
[৯৬৬১]



 [৯৬৬১]
[৪৬২১] অটো-ক্লেভ ৩০ মিনিটের জন্য ৫০ [২১১২] সেন্টিগ্রেড এবং ৫ কেজি/সেমি [৬৯৬২] তাপমাত্রায় সেট করা হয়েছে। এই অবস্থার অধীনে, তাপমাত্রা আঠালোকে নরম করে, এবং প্রয়োগ করা চাপ ল্যামিনেশনের সময় উত্পন্ন বুদবুদগুলি দূর করতে বা ছড়িয়ে দিতে কাজ করে, পাশাপাশি পণ্য স্তরগুলির মধ্যে শক্ত বন্ধনকেও প্রচার করে। বুদবুদগুলির উপস্থিতি প্যানেল প্রস্তুতকারকদের মধ্যে একটি প্রধান প্রতিযোগিতামূলক ফ্যাক্টরকে প্রতিনিধিত্ব করে এবং লেমিনেশন সরবরাহকারীদের জন্য শীর্ষ তিনটি ত্রুটি বিভাগের মধ্যে স্থান করে নেয়। OCA এর সান্দ্রতা (বা কোমলতা) বৃদ্ধি কিছু পরিমাণে, ল্যামিনেশনের সময় উত্পন্ন বুদবুদ কমাতে পারে। যাইহোক, এটি ক্রস বিভাগীয় প্রান্তে আঠালো ওভারফ্লো, অসম আঠালো বিতরণ এবং ভাঁজ ক্ষতির ঝুঁকি বাড়ায়।
[৯৬৬১]
[৯৬৬১]
[৪৬২১] অটো-ক্লেভ ৩০ মিনিটের জন্য ৫০ [২১১২] সেন্টিগ্রেড এবং ৫ কেজি/সেমি [৬৯৬২] তাপমাত্রায় সেট করা হয়েছে। এই অবস্থার অধীনে, তাপমাত্রা আঠালোকে নরম করে, এবং প্রয়োগ করা চাপ ল্যামিনেশনের সময় উত্পন্ন বুদবুদগুলি দূর করতে বা ছড়িয়ে দিতে কাজ করে, পাশাপাশি পণ্য স্তরগুলির মধ্যে শক্ত বন্ধনকেও প্রচার করে। বুদবুদগুলির উপস্থিতি প্যানেল প্রস্তুতকারকদের মধ্যে একটি প্রধান প্রতিযোগিতামূলক ফ্যাক্টরকে প্রতিনিধিত্ব করে এবং লেমিনেশন সরবরাহকারীদের জন্য শীর্ষ তিনটি ত্রুটি বিভাগের মধ্যে স্থান করে নেয়। OCA এর সান্দ্রতা (বা কোমলতা) বৃদ্ধি কিছু পরিমাণে, ল্যামিনেশনের সময় উত্পন্ন বুদবুদ কমাতে পারে। যাইহোক, এটি ক্রস বিভাগীয় প্রান্তে আঠালো ওভারফ্লো, অসম আঠালো বিতরণ এবং ভাঁজ ক্ষতির ঝুঁকি বাড়ায়।
[৯৬৬১]



